TriQuint Semiconductor Texas : Phone (972)994-8465 Fax (972)994 8504 Web: www.triquint.com
Advance Product Information
November 2, 2004
Note: Devices designated as EEU are typically early in their characterization process prior to finalizing all electrical and process
specifications. Specifications subject to change without notice
1
SP3T PIN Switch
TGS2303-EEU
Key Features and Performance
∑
Vertical PIN Monolithic Process
∑
0.2-18 GHz Frequency Range
∑
0.5 dB Insertion Loss, Typical
∑
35 dB Isolation, Typical
∑
20 dB Typical Input and Output
Return Loss
∑
Compatible with Fully Automated
Assembly
∑
Series-Shunt-Shunt Configuration
Chip Dimensions 2.16 x 1.65 x 0.1 mm
-1.5
-1.3
-1.1
-0.9
-0.7
-0.5
-0.3
-0.1
2
4
6
8
10
12
14
16
18
Frequency (GHz)
I
n
serti
o
n
L
o
ss (d
B)
-40
-35
-30
-25
-20
-15
-10
-5
0
2
4
6
8
10
12
14
16
18
Frequency (GHz)
R
etu
r
n
L
o
ss (d
B
)
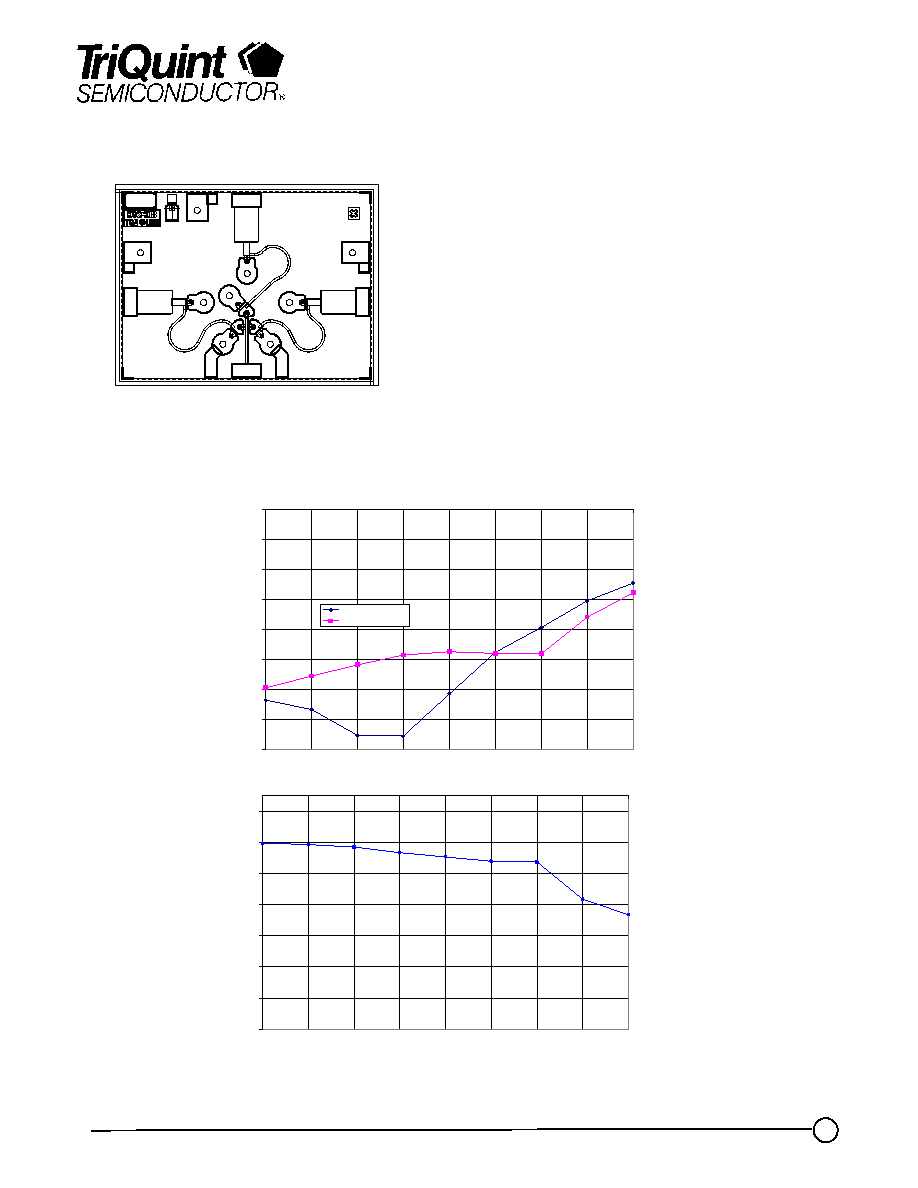
Input Return Loss
Output Return Loss
Typical Wafer Probe Data
TriQuint Semiconductor Texas : Phone (972)994-8465 Fax (972)994 8504 Web: www.triquint.com
Advance Product Information
November 2, 2004
Note: Devices designated as EEU are typically early in their characterization process prior to finalizing all electrical and process
specifications. Specifications subject to change without notice
TGS2303-EEU
2
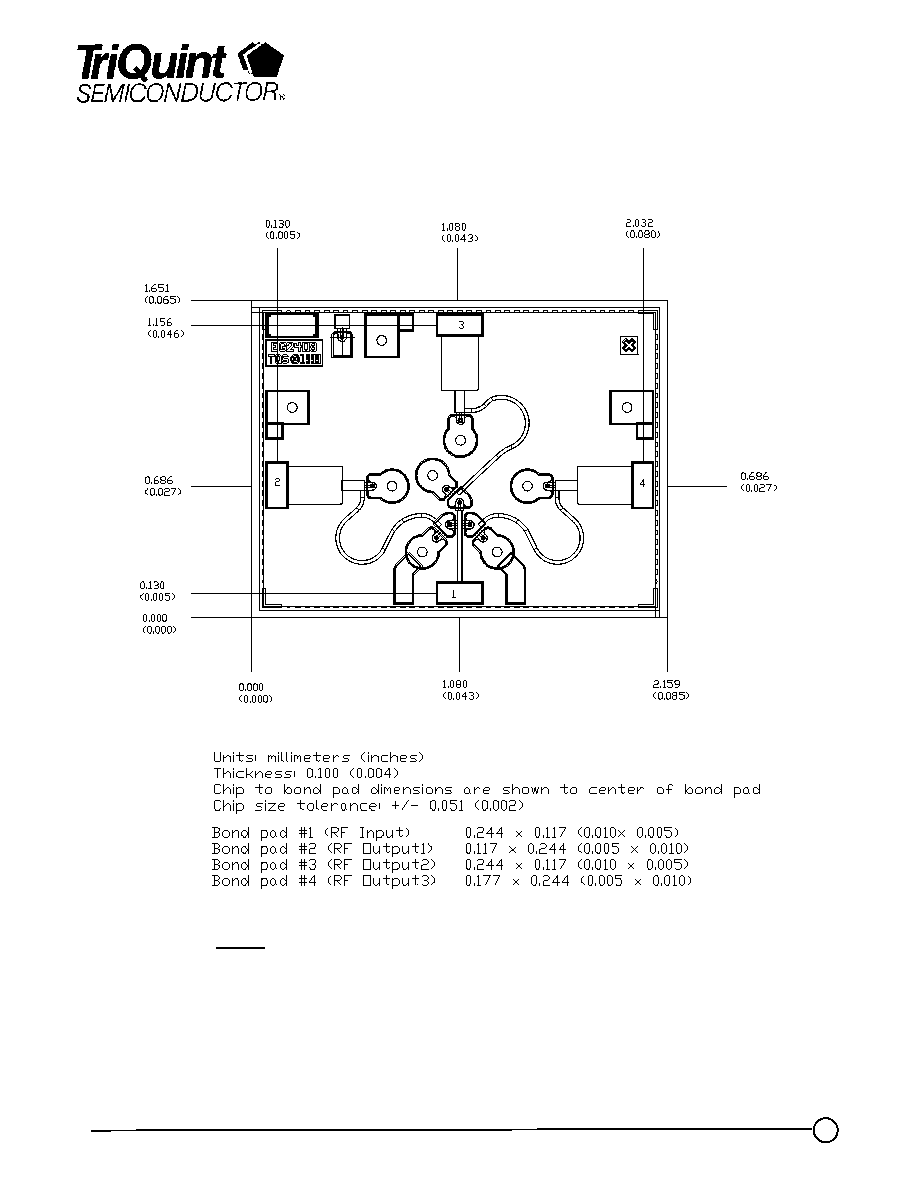
Mechanical Drawing
Notes:
1. GND is the backside of the MMIC
2. Please refer to the TGS2304-SCC data sheet for the assembly of the TGS2303-SCC
MMIC. The primary difference is the TGS2303 has only 3 output ports.

TriQuint Semiconductor Texas : Phone (972)994-8465 Fax (972)994 8504 Web: www.triquint.com
Advance Product Information
November 2, 2004
Note: Devices designated as EEU are typically early in their characterization process prior to finalizing all electrical and process
specifications. Specifications subject to change without notice
Assembly Process Notes
GaAs MMIC devices are susceptible to damage from Electrostatic Discharge. Proper precautions should
be observed during handling, assembly and test.
8
TGS2303-EEU
Reflow process assembly notes:
∑ Use AuSn (80/20) solder with limited exposure to temperatures at or above 300ßC (30 seconds max).
∑ An alloy station or conveyor furnace with reducing atmosphere should be used.
∑ No fluxes should be utilized.
∑ Coefficient of thermal expansion matching is critical for long-term reliability.
∑ Devices must be stored in a dry nitrogen atmosphere.
Component placement and adhesive attachment assembly notes:
∑ Vacuum pencils and/or vacuum collets are the preferred method of pick up.
∑ Air bridges must be avoided during placement.
∑ The force impact is critical during auto placement.
∑ Organic attachment can be used in low-power applications.
∑ Curing should be done in a convection oven; proper exhaust is a safety concern.
∑ Microwave or radiant curing should not be used because of differential heating.
∑ Coefficient of thermal expansion matching is critical.
Interconnect process assembly notes:
∑ Thermosonic ball bonding is the preferred interconnect technique.
∑ Force, time, and ultrasonics are critical parameters.
∑ Aluminum wire should not be used.
∑ Maximum stage temperature is 200ßC.